Analyse de la technologie de coupe laser : principes de base, scénarios d'application et lignes directrices pour les opérations normalisées
Temps de libération:2025-09-17
Visites:513
Analyse de
Coupe laserTechnologie : Principes fondamentaux, scénarios d’application et lignes directrices pour les opérations normalisées
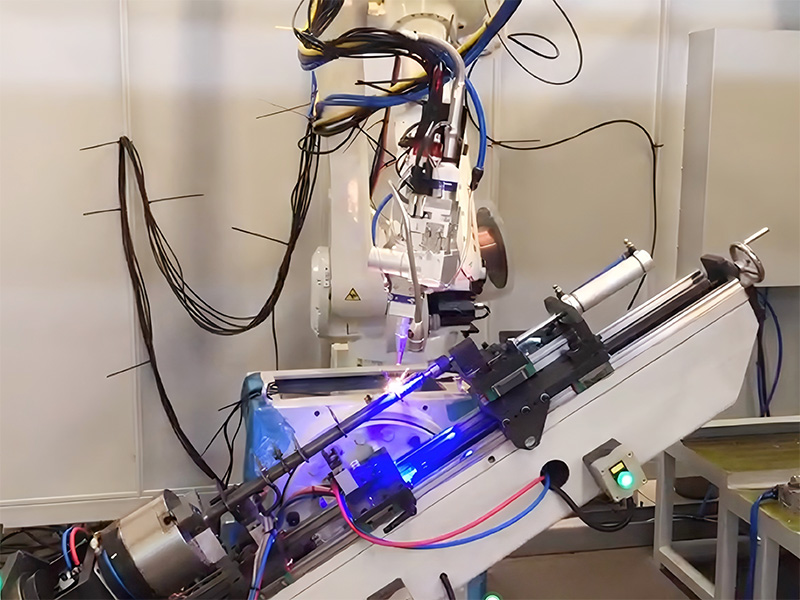
La technologie de coupe au laser, avec sa haute précision, son rendement élevé et son adaptabilité à divers matériaux, est devenue l'un des processus de base de la fabrication moderne. Elle permet la fusion rapide ou la vaporisation des matériaux grâce à un faisceau laser à haute densité énergétique et, en conjonction avec un système de contrôle numérique, réalise la coupe précise de motifs complexes. Cet article analysera systématiquement ses principes techniques, ses domaines d'application et les points clés des opérations normalisées pour aider les utilisateurs à maîtriser complètement cette méthode de traitement avancée.
I. Principes techniques et éléments fondamentaux
1. Système de production d ' énergie
Le laser, en tant que source d'énergie centrale, génère un faisceau lumineux très stable à travers un milieu d'excitation. Les générateurs courants tels que le dioxyde de carbone et les lasers à fibre peuvent répondre à différents scénarios. Les équipements de type fibre sont plus adaptés à la production industrielle en raison de son avantage en rapport consommation énergétique.
2. Device de focalisation de faisceau
Un groupe de lentilles optiques dédié concentre le faisceau d'origine sur un point lumineux au niveau du micron. Après une augmentation de la densité énergétique de cent fois, il peut atteindre la température d'évaporation du matériau. En combinaison avec le gaz auxiliaire pour souffler la scorie fondue, la qualité de la surface de coupe est garantie.
3. Système de positionnement de contrôle numérique
Le système de commande CNC convertit les fichiers de conception en instructions de coordonnées, entraînant la tête de coupe pour atteindre une précision de positionnement répétitive de ±0,1 mm. Il convient particulièrement aux scénarios de traitement haut de gamme tels que les moules automobiles et les composants électroniques de précision.
II. Scénarios d'application intersectoriels
1. Équipement de transport
Dans l'industrie automobile, cette technologie est utilisée pour traiter les panneaux de carrosserie automobile et les composants du système d'alimentation, assurant le poids léger des composants tout en maintenant la résistance structurelle. Dans le domaine aérospatial, des procédés laser spéciaux sont utilisés pour traiter des matériaux stratégiques tels que les alliages de titane et les matériaux composites.
2. Instruments des sciences de la vie
L'industrie médicale utilise des coupes ultrafines pour fabriquer des implants orthopédiques et des instruments chirurgicaux minimalement invasifs. L'industrie électronique l'utilise pour la production en masse de cadres d'emballage de semi-conducteurs et de boîtiers de capteurs de précision.
3. Composants de bâtiment intelligents
L'efficacité de traitement des panneaux décoratifs de mur rideau et des connecteurs de structure en acier est 3 à 5 fois supérieure à celle des procédés traditionnels, et l'erreur de construction de formes creuses complexes peut être contrôlée dans un délai de 0,5 mm.
III. Sélection du matériel et spécifications opérationnelles
1. Critères de sélection de l ' équipement
- Correspondance de l'épaisseur de traitement: L'équipement au niveau de 30W est adapté pour couper l'acrylique en dessous de 5mm, et une machine laser à fibre de 6kW peut traiter l'acier au carbone jusqu'à 25mm d'épaisseur.
- Évaluation de l'efficacité de la production: Un dispositif de 1500W peut couper l'acier inoxydable de 1mm à une vitesse allant jusqu'à 35m/min, avec une capacité de production 40% supérieure à celle d'une machine de 1000W.
- Considération des coûts d'entretien: Un système de trajet optique fermé peut réduire le taux de contamination des lentilles, réduisant le coût annuel d'entretien d'environ 30%.
2. Procédures opérationnelles normalisées
Etape de préparation :
- Effectuer une inspection complète du système de refroidissement à eau, des pipelines d'alimentation en gaz et des connexions de circuits.
- Réglez la position focale en fonction des propriétés du matériau. Pour les matériaux métalliques, le mode de mise au point positive est recommandé.
- Equiper avec des lunettes de protection certifiées selon les normes ANSI Z136 et des vêtements de travail résistants au feu.
Etape de traitement:
- Système de pré-essai: Pour les nouveaux matériaux, un essai de vérification des paramètres de 10cm x 10cm devrait être effectué.
- Contrôle continu de la qualité de la surface de coupe. Lors du traitement de l'acier inoxydable, assurez-vous que la pureté de l'azote atteint 99,95%.
- En cas d'urgence, activez immédiatement le dispositif d'arrêt d'urgence. Enregistrez les codes de défaillance pour fournir une base pour la maintenance ultérieure.
Contrôle de sécurité :
- La zone d'exploitation doit être équipée d'un dispositif d'extinction automatique de CO2 et d'un système de collecte de fumée.
- Effectuer un test de résistance à l'isolation sur l'armoire électrique tous les mois (valeur standard ≥10MΩ).
- Si l'équipement fonctionne en continu pendant plus de 8 heures, arrêtez la machine pour vérifier l'état de lubrification des rails de guidage.
IV. Tendances du développement technologique
Grâce à l'intégration d'algorithmes d'intelligence artificielle, les équipements de nouvelle génération peuvent ajuster les paramètres de coupe en temps réel pour compenser les erreurs de déformation thermique. La technologie de coupe collaborative à double faisceau brisera le goulot d'étranglement du traitement de l'alliage d'aluminium de 40 mm. Les opérateurs doivent suivre en permanence les tendances en matière d’itération des équipements et participer régulièrement à des cours de formation en matière de sécurité afin de maintenir une avancée technologique.
En comprenant parfaitement le mécanisme interne et les exigences de fonctionnement normalisées de la technologie de coupe laser, les utilisateurs peuvent libérer pleinement le potentiel de l'équipement et contrôler efficacement les coûts de production tout en assurant la qualité du traitement. Il est recommandé que les entreprises établissent des dossiers de santé des équipements et un système d'évaluation de la qualité de coupe conformément aux normes ISO 9013 pour améliorer continuellement le niveau du processus de fabrication.