Explication détaillée de la technologie de brasage: exploration des principes, des procédés et des champs d'application
Temps de libération:2025-06-12
Visites:465
Explication détaillée de la technologie de brasage: exploration des principes, des procédés et des champs d'application
Le brasage est un processus de soudage qui relie les pièces en utilisant du métal de charge fondu (métal de charge de brasage) à une température inférieure au point de fusion du métal de base. Contrairement au soudage par fusion, dans le processus de brasage, les pièces ne fondent pas et une forte liaison ne se forme que par l'action capillaire et la diffusion atomique entre le métal de charge de brasage liquide et le métal de base solide. Cette caractéristique de traitement à basse température en fait une solution de soudage idéale pour les composants de précision, les métaux différents et les matériaux sensibles à la chaleur.
Principes fondamentaux et caractéristiques du processus de brasage
1. Avantages du traitement à basse température
En brasage, en contrôlant précisément la température de chauffage, le métal de charge de brasage et les pièces sont chauffées à une plage légèrement supérieure au point de fusion du métal de charge de brasage mais inférieure au point de fusion du métal de base. À ce moment, le métal de charge de brasage liquide pénètre dans les joints des pièces par action capillaire puis subit une liaison métallurgique avec la surface du métal de base. Comme il n'est pas nécessaire de fondre le matériau de base, le brasage peut efficacement éviter la déformation, l'oxydation ou la détérioration des propriétés organisationnelles causées par des températures élevées.
2. Sélection diversifiée de métaux de remplissage de brasage
Selon l'environnement de travail et les exigences de résistance, les métaux de charge de brasage peuvent être divisés en deux catégories: brasage dur et brasage doux.
- Le brasage dur: des métaux de remplissage de brasage à haut point de fusion tels que le cuivre, l'argent ou le nickel (avec un point de fusion supérieur à 450 °C) sont utilisés. La résistance des joints peut atteindre plus de 200 MPa, ce qui convient pour les pièces structurelles à haute charge telles que les cadres de vélo et les bords de coupe des outils.
- Brazage en douceur: L'alliage étain-plomb est un représentant typique (avec un point de fusion inférieur à 230 ° C), et la résistance est d'environ 70 MPa. Il est largement utilisé dans des scénarios à faible tension tels que les composants électroniques et les fils d'instrument.
3. Contrôle de processus précis
Les joints brasés sont généralement conçus sous forme de joints de lap ou de joints de prise pour augmenter la zone de contact, et un espace de 0,05 à 0,2 mm est utilisé pour optimiser le flux capillaire. Dans le processus de pré-traitement, la couche d'oxyde et l'huile sur la surface des pièces à travailler doivent être strictement enlevées et des flux de brasage (tels que la solution de borax et de colofonie) sont utilisés pour améliorer la mouillabilité et la résistance à l'oxydation.
Avantages fondamentaux et scénarios applicables de brasage
1. Compatibilité avec des matériaux multiples
Le brasage peut relier des métaux différents (tels que l'aluminium - cuivre, l'acier - céramique) et des structures composites non métalliques. En même temps, il soutient le soudage de pièces de travail d'épaisseurs significativement différentes et présente des avantages importants dans le traitement de composants complexes tels que les radiateurs automobiles et les cartes de circuits électroniques.
2. Capacité de traitement de haute efficacité
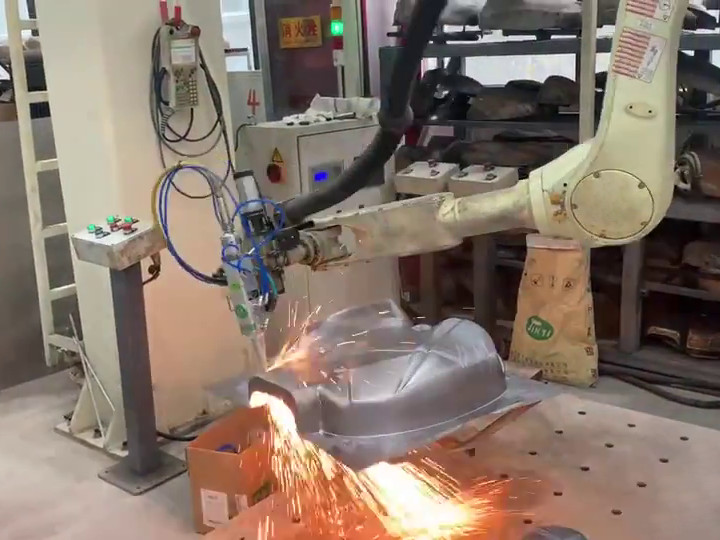
Grâce à des procédés tels que le chauffage à résistance, le chauffage par induction ou le chauffage à flamme, le soudage simultané de plusieurs joints peut être réalisé, ce qui est particulièrement adapté pour les scénarios nécessitant des connexions à haute densité telles que des structures en nid d'abeille et des intercouches à plaques minces, améliorant considérablement l'efficacité de la ligne de production.
3. Qualité de surface et précision dimensionnelle
La surface de joint est lisse sans rebures et la déformation de la pièce est extrêmement faible (généralement inférieure à 0,1 mm). Par conséquent, il convient particulièrement pour les domaines avec des exigences strictes en matière de tolérances de forme et de position telles que les instruments de précision et les composants aérospatiaux.
Limites et orientations d'optimisation de la technologie de brasage
Bien que le brasage présente de nombreux avantages, il faut encore noter ses limites:
- Limitation de la résistance: La capacité de charge dynamique du joint est inférieure à celle du soudage par fusion, et elle n'est généralement pas adaptée aux pièces structurelles à charge lourde.
- Facteur de coût: Le coût des métaux précieux (tels que les alliages à base d'argent) est relativement élevé et l'utilisation à un seul point doit être réduite grâce à l'optimisation du processus.
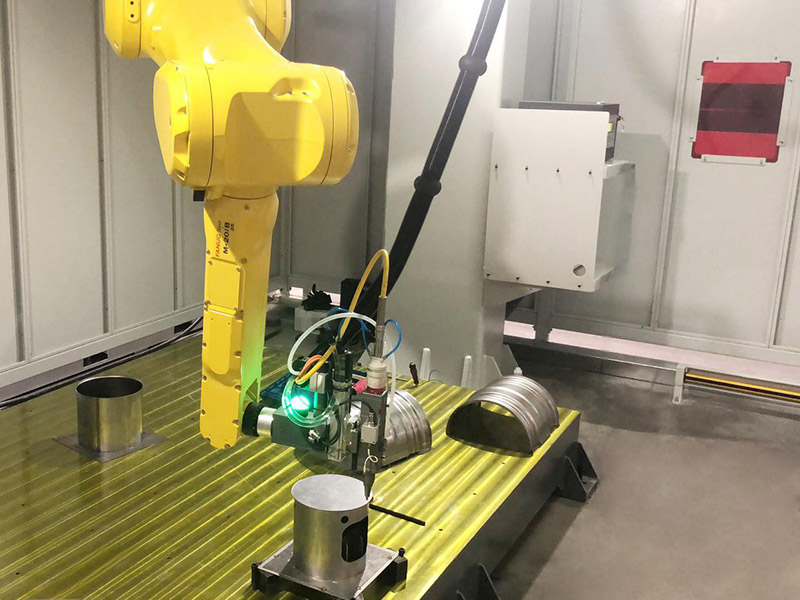
- Complexité du processus: les exigences en matière de propreté des joints et de précision de l'assemblage sont strictes et des équipements automatisés doivent être utilisés pour assurer le rendement.
Application industrielle Progrès du brasage
1. Domaine de la fabrication automobile
Dans des scénarios tels que la connexion d'alliages aluminium-cuivre dans les panneaux de carrosserie et le
soudage de modules de batterie d'alimentationLe brasage a remplacé le soudage au point traditionnel par sa caractéristique d'entrée à faible chaleur et est devenu la technologie de base pour la conception légère.
2. Industries de l ' énergie et de l ' électronique
Le soudage des fils cuivre-argent dans les modules photovoltaïques et l'emballage des modules IGBT reposent sur le brasage pour obtenir des connexions à haute conductivité et à haute fiabilité, et peuvent fonctionner dans un environnement difficile avec une plage de température de -50°C à 300°C.
3. Percées dans les technologies émergentes
Le processus composite de brasage sous vide et de soudage par diffusion a été appliqué avec succès à la réparation des pales de moteur aéronautique, rompant le goulot d'étranglement de soudage des superalliages à base de nickel dans les processus traditionnels et augmentant la durée de vie des composants de plus de 30%.
Points clés du contrôle de qualité de brasage
1. Gestion de la cohérence de l'écart: Assurez-vous que la tolérance de l'écart joint est ≤0,1 mm à travers les dispositifs d'outillage.
2. Optimisation des cycles thermiques: Adopter une stratégie de chauffage gradient pour réduire les effets néfastes des composés intermétalliques à l'interface.
3. Technologie d'essai non destructive: Appliquez l'imagerie à rayons X et le balayage à ultrasons pour détecter les micro-trous ou les défauts de fusion incomplets.